Determining the right laser source for your application requires considering several factors. While every laser type is versatile, each works best with a certain range of material parameters and is not effective with others. In this blog, we’ll zoom in on some cutting applications for CO2, fiber, green, UV, and ultrashort pulse lasers. In some cases, they will overlap and be used interchangeably; in others, one will be a clear winner.
Bear with us as we take you through some important aspects of laser cutting – or skip to the next section for information on specific lasers and materials.
Contents:
Laser Cutting Is Hot
The Heat Impact Dilemma
During the cutting process, a laser vaporizes a material at precise computer-controlled coordinates. The beam is generated inside the resonator and travels to the head, where it passes through high-quality optics as it’s focused into a narrow spot. Concentrated energy in this spot heats up a material and either melts or ablates it as it is moved along the programmed cut line.
The amount of energy impacting the material and the exposure time are both important parameters that are set during the laser systems operation.
A dilemma arises here that has to do with the thickness and rigidity of a material. There is a threshold as to how much heat a material can withstand before the microstructure near the cut loses its strength and warps or chars. For fabricators working with thin and high-value materials, this undermines the precision advantages of laser processing. That is why laser technology specialists continuously strive to develop solutions to minimize the heat-affected zone.
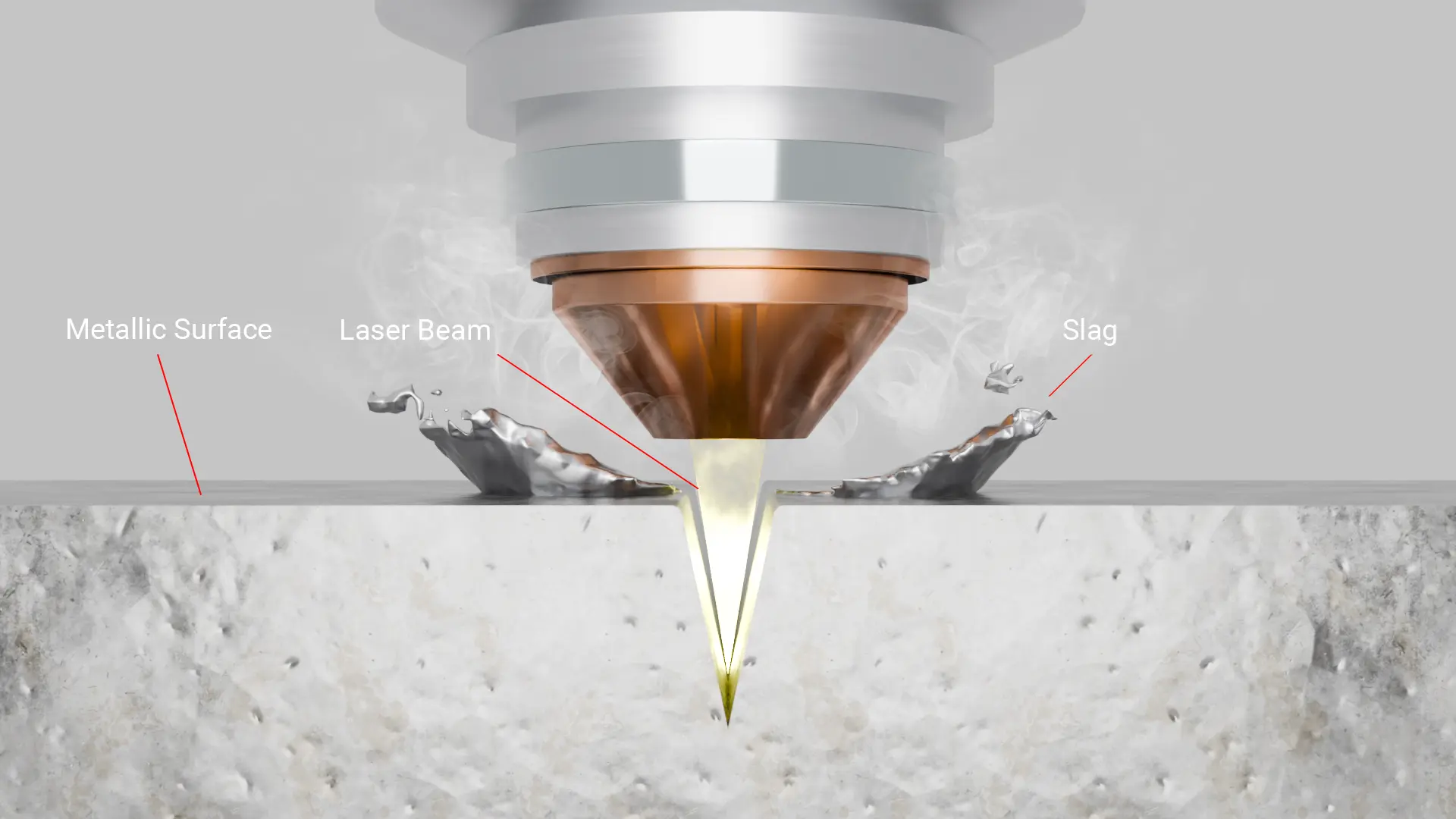
On the other side of that dilemma is the processing of thick materials. Consider the cutting of carbon steel. A laser beam melts steel along the cut line, and an assist gas quickly blows the molten pool through and out of the kerf. Let’s now imagine that the steel is 50 mm thick. The thicker the material, the more power is needed for effective processing, so you need a high-power laser cutter at hand – say, 12 kilowatts (kW). But the time it takes to melt through the material has also increased. And as the molten pool is created on the surface, it has no way out of the kerf until the beam breaks through the bottom of the piece. This can generate slag and spatter along the edges, adding post-processing time and labor.
Jumping a few steps ahead, there are advanced techniques, such as dynamic beam shaping and focus steering, which help reduce that dross in thick metal cutting. These and other solutions on the laser equipment market today tackle the heat impact dilemma for the effective processing of thin and thick materials. Laser Photonics and its subsidiary CMS Laser are among the companies that offer these innovative technologies to manufacturers around the globe.
Industrial Lasers
From High Power to the Finest Detail
| CO2 |
CO2 laser (10.6 µm) systems are very versatile, used both for cutting and engraving glass, acrylic, certain metals, plastics, rubber, wood, and other soft materials. These stationary workhorses are heavy-duty, reliable, affordable, and readily available on the market, offered in a wide range of configurations for varying production needs in the low power range. Before fiber laser machines, high-power CO2 systems were used for metal cutting and paint stripping. |
| Fiber |
Fiber lasers (1064-1070 nm) have emerged as a high-power alternative where faster processing speed and narrower kerf widths are needed. These near-infrared lasers are now widely used in high-volume metal fabrication across various industries, valued for their beam quality, time-effectiveness, energy efficiency, and greater ROI. Plus, the flexibility of the fiber cable made 3D cutting easier: today, multi-axis robots are integrated into fully automated fiber laser cutting workcells. |

| Green |
Certain highly reflective metals, however, are processed with a laser light they absorb better – the green laser (532 nm). This means that a lower-power green laser can do the same job but with less back reflection. They are, however, more complex to produce and, therefore, more costly. You can find these in the manufacturing of batteries, electronics, surgical instruments, dental prosthetics, and other sectors. |
| UV |
Cutting that requires a higher level of precision and sensitivity is often done with ultraviolet (UV) lasers (355 nm). A UV laser is costlier than laser types of longer wavelengths, while the system also requires high-quality optics and is often paired with smart vision systems for optimal results. Typically in the low power range, UV lasers are used in microelectronics, medical device, and semiconductor manufacturing for processing metals, ceramics, polymer materials, silicon, and more. |
| Ultrashort |
Next, ultrashort pulse lasers (193-1065 nm) became the innovative material processing method for the precision micromachining and microtexturization of a wide range of materials. The so-called “cold processing” by the laser’s extremely short pulses is a preferred choice for delicate component manufacturers. Ultrashort (or ultrafast) lasers emit pulses as short as femtoseconds (10–15 seconds) to a few picoseconds (10–12 seconds) and achieve high processing speeds and high peak power. |
Laser Guide to Materials
Thick to Thin Metals
Both CO2 and fiber laser machines are commonly used in metal cutting. Yet – as we described in “The Science Behind Fiber & CO2 Lasers” – fiber is more effective in processing reflective metals. Its wavelength of about 1064 nanometers (nm) is 10 times shorter than a CO2 laser’s 10.6-micrometer (µm) emission and much better absorbed, rather than reflected, by metals. For example, aluminum absorbs several times more light from a fiber laser than from a CO2 laser. This means that a fiber laser is significantly more effective at the same power output and requires less processing time than CO2 lasing equipment. It also uses less electrical energy for the same task thanks to a better electricity conversion rate.

In addition, a fiber laser is more effective at cutting thin sheet metal because of its smaller, more precise focus spot and smaller heat-affected zones. It can produce finely contoured components with tight tolerances and narrow kerf widths out of aluminum, steel, titanium, nickel, tungsten, and various alloys.
Highly Reflective & Precious Metals
To optimally process copper, brass, silver, and gold, opt for a green laser with a shorter wavelength of 532 nm. These specific metals exhibit very high reflectivity in the infrared spectrum, resulting in low absorption of fiber laser light. Although fiber lasers can be used, they require high output power and back reflection protection. In contrast, green lasers cut highly reflective and precious metals with lower reflection losses, reduced heat stress, and greater consistency.
Heat-Resistant Plastics
Plastics burn easily, which makes them difficult to process with the intense beam of a fiber laser. A CO2 laser makes a better cut, though it may cause discoloration in certain polymers. Common plastics cut with a laser are somewhat heat-resistant – these include acrylic, mylar, PET, polyimide, and polyurethane. Regardless of the type, exercise caution when processing plastics, as the fumes released can be harmful to both human health and the optics in your equipment. Make sure that your laser cutting system is designed to handle the specific type of plastic you are processing and integrates a fume extractor that’s suitable for the task.
Clear Materials
Materials that are clear for visible light are transparent to the light of a fiber laser and do not absorb its light beams. This makes fiber lasers ineffective on materials such as glass and clear acrylic. Instead, fabricators use CO2 lasers for this purpose, which operate at a longer wavelength. Acrylics and glass readily absorb 10.6-µm light, turned to a low power setting and high speed to avoid scorching, cracking, or chipping of the material.
In high-precision processing of glass and quartz, ultrashort pulse lasers are best. This advanced technique, which may involve a single pass or multiple passes depending on material thickness, generates micro-fractures along the cut line and produces high-quality edges, no polishing required. Applications range from microelectronics to microfluidics and optoelectronics.
PET Film
For incisions and marking of PET film for medical and other high-precision applications, a low-power UV laser is the optimal choice. Emitting a short wavelength of about 355 nm, UV lasers can focus into a spot three times smaller than a fiber laser. The thermal impact is minimal, while the energy of a single photon is higher. The result is an exceptionally narrow, edge-free, and burr-free cut seam, while the material remains undeformed.
Pharma Tablets
Tablet drilling for time-release and anti-counterfeit purposes is performed with a CO2 laser. For unique applications such as this one, Laser Photonics’ subsidiary, CMS Laser, develops custom pharmaceutical tablet drilling solutions. These systems integrate automated feed, smart vision inspection, on-the-fly tracking, and other advanced perks that make this a state-of-the-art technology for high-speed pharmaceutical production.

Wafers
Advanced laser cutting techniques have proven useful for the dicing of silicon and related compounds used in wafers. A wafer scribing system such as our BlackStar uses a combination of laser and mechanical impacts. First, the laser emits nanosecond (10−9 seconds) pulses in a computer-directed grid pattern on a wafer, creating micro-scratches on the surface. Next, a clean and controlled separation is completed as mechanical pressure is applied. The kerf in this process is guaranteed to be minimal, without significant fragmentation or chipping of the high-value semiconductor material.
PCBs
Made of composite materials including glass fibers, epoxy resin, and ceramics, circuit boards are precisely separated using UV lasers to avoid charring. However, in high-speed production environments, manufacturers may opt for a CO2 laser system for its faster processing capabilities. CMS Laser caters to both applications, offering custom-tailored enclosed PCB depaneling systems with through-the-optics vision for extremely tight tolerance alignment.
Assist Gases
An assist gas in some laser cutting applications is used to blow molten material and dross out of the kerf at varying pressures. It helps produce clean edges, reduce oxidation, and minimize post-processing. Depending on the material and cutting technique, this can be nitrogen, argon, oxygen, compressed air, or a mix of gases. The stream exits the nozzle concurrently with the laser beam and also protects the laser optics.
Oxygen, for example, is commonly used in cutting mild and carbon steel because it speeds up the process through an exothermic reaction with the metal – which comes especially handy with cutting through thicker materials. Conversely, nitrogen as an assist gas is used to prevent oxidation in cutting aluminum and stainless steel. For titanium, argon is used instead, as titanium reacts with nitrogen.
Before You Buy
For every laser cutter, the processing speed is exceptional and unmatched by mechanical sawing or milling methods. Inducing no physical stress on the material, laser cutting greatly reduces post-processing labor and material loss, and it also eliminates the need for costly part replacements. Major manufacturers have been using this technology for over a decade, leveraging continuous upgrades to laser material processing technologies. In fact, high-volume manufacturers often employ several laser cutters and segregate mixed cutting by material type and thickness to reduce bottlenecks and increase throughput.
Your manufacturing can also improve with laser cutting technology. When selecting a laser system, consider the laser wavelength, beam delivery and quality, output power, and speed as its key parameters. Ensure the laser cutter can handle the types and thicknesses of materials used in your production lines. Whether you are looking for thermal or gas-assisted processing, cutting thick metal plates or producing finely contoured components, there is a laser system with the appropriate parameters for your application, and new technologies are continuously being implemented to optimize laser cutting processes.
Before you buy, visit the Customer Experience Center at Laser Photonics or the Applications Lab at our subsidiary, CMS Laser, in Orlando, Florida. You can bring a sample to witness laser processing firsthand or ship it to one of our locations to receive demos and feedback from a laser specialist. Our representatives and engineers work closely with every client to ensure you receive the laser system that best meets your specific requirements.
For more information about laser cutting systems from Laser Photonics, visit SaberTech Laser Cutting or reach out to one of our laser specialists.
Schedule a Call With a Laser Specialist
Stay in touch with us on: